
 |  |  |
 |  |  |
 |  |  |
鐵鑄件的重力鑄造工藝,是指金屬液在地球重力作用下注入鑄型的工藝,,也稱澆鑄,。廣義的重力鑄造包括砂型澆鑄、金屬型澆鑄,、熔模鑄造,,泥模鑄造等;窄義的重力鑄造專指金屬型澆鑄,?;诣F鑄件的砂型鑄造,砂型一般采用重力鑄造,,有要求時(shí)也可采用低壓鑄造,、離心鑄造等工藝。砂型鑄造的適應(yīng)性很廣,,小件,、大件,簡單件,、復(fù)雜件,,單件,、大批量都可采用,。還有一種是壓力鑄造,壓鑄機(jī)分為熱室壓鑄機(jī)和冷室壓鑄機(jī)兩類,。熱室壓鑄機(jī)自動(dòng)化程度高,,材料損耗少,生產(chǎn)效率比冷室壓鑄機(jī)高,,但受機(jī)件耐熱能力的制約,,目前還只能用于鋅合金、鎂合金等低熔點(diǎn)材料的鑄件生產(chǎn),。
砂眼生成原因主要來自于造型材料,,型砂和芯砂灰分高,強(qiáng)度低或水分及發(fā)氣物質(zhì)過多,,則澆注時(shí)由于砂型或砂芯的強(qiáng)度不足或甚至金屬液發(fā)生沸騰而使型砂掉落,。造型時(shí)緊實(shí)不勻,修型不當(dāng),,以及在下芯,,合箱時(shí)因不注意而發(fā)生碰撞都會(huì)造成砂粒的掉落,,從而造成砂眼。防止砂眼除了要注意造型和合箱操作以及盡量減少金屬液對(duì)砂型的過分沖刷外,,主要應(yīng)合理控制型砂水份,,提高型砂的韌性和強(qiáng)度。
型砂的配制可能不符合要求,,沒有制定合理的加料順序,,裝載量,混砂時(shí)間和的調(diào)勻時(shí)間,,此外,,型砂的配方也沒有標(biāo)準(zhǔn),影響其透氣性和流動(dòng)性,。
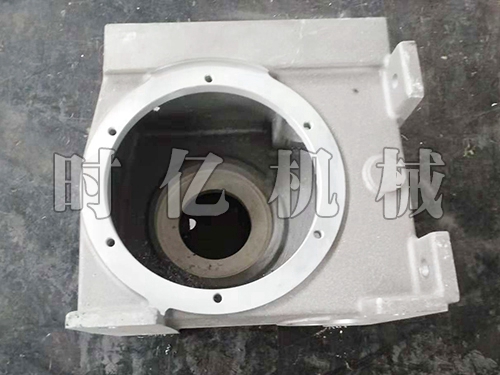
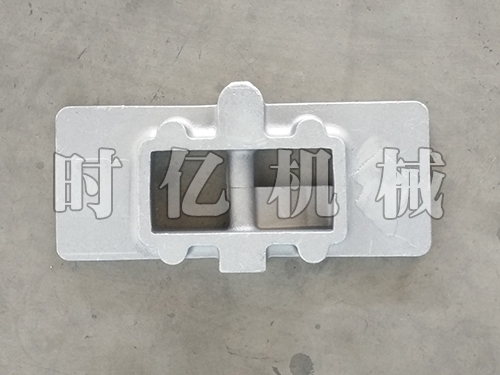
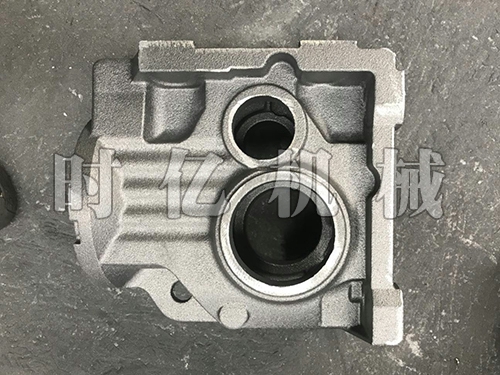
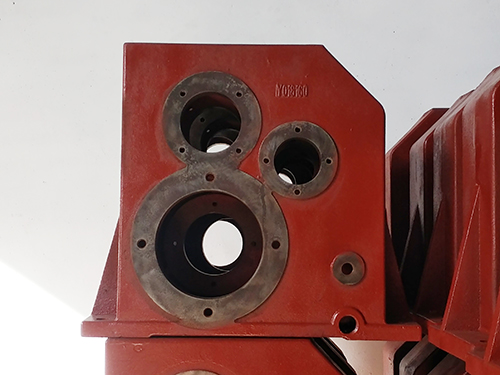
產(chǎn)品系列