壓鑄件工藝設(shè)計(jì)及發(fā)展現(xiàn)狀
壓鑄件在批量生產(chǎn)過(guò)程中,為了產(chǎn)品質(zhì)量的穩(wěn)定,,在壓鑄件設(shè)計(jì)前期,,通過(guò)對(duì)壓鑄機(jī)的選型、模具造型分析,、壓鑄工藝設(shè)計(jì),、以及輔助設(shè)備的選用等各個(gè)方面綜合因素進(jìn)行考慮,;對(duì)可能會(huì)發(fā)生的鑄件質(zhì)量問(wèn)題提前采取預(yù)防措施,優(yōu)化了生產(chǎn)工藝,。 結(jié)果表明,,壓鑄件符合客戶需求,對(duì)生產(chǎn)制造企業(yè)能提升合格率,,可降低生產(chǎn)成本,。
壓力鑄造依靠生產(chǎn),鑄件尺寸,,表面 粗 糙 度 值 小 ( 壓 鑄 件 尺 寸 公 差 等 級(jí) 可 達(dá)CT3~CT6, 表面粗糙度一般為Ra0.8~3.2 μm),廣泛應(yīng)用于燈飾外罩,、園林機(jī)械,發(fā)動(dòng)機(jī)及變速箱殼體等汽車零部件行業(yè),。 但是由于壓力鑄造的幾個(gè)鑄造形式,,高壓、高速勢(shì)必會(huì)在鑄造過(guò)程中產(chǎn)生鑄造問(wèn)題,,比如氣孔,、縮孔、冷隔,、裂紋等,。本文根據(jù)實(shí)際生產(chǎn)中出現(xiàn)的問(wèn)題,從鑄件前期就對(duì)壓鑄件容易發(fā)生的問(wèn)題進(jìn)行管控,,在各個(gè)生產(chǎn)環(huán)節(jié)需要注意的事項(xiàng)進(jìn)行探討,,從而提高鑄件質(zhì)量,穩(wěn)定生產(chǎn),。
模具制造業(yè)支撐著我國(guó)制造業(yè)產(chǎn)品的優(yōu)化與升級(jí),,模具作為工業(yè)產(chǎn)業(yè)鏈高度集成的重要環(huán)節(jié),必將繼續(xù)助推我國(guó)制造業(yè)的進(jìn)一步提升,。展望“十三五”,,模具產(chǎn)業(yè)發(fā)展和模具相關(guān) 將關(guān)注以下幾個(gè)問(wèn)題。
(1)我國(guó)正從“制造業(yè)大國(guó)”邁向“制造業(yè)強(qiáng)國(guó)”,,未來(lái)的模具制造業(yè)將呈現(xiàn)出技術(shù)交叉,、產(chǎn)品關(guān)聯(lián)度高等新型業(yè)態(tài),模具行業(yè)將迎來(lái)數(shù)字化,、自動(dòng)化,、智能化的提升,并帶動(dòng)制造業(yè)產(chǎn)業(yè)鏈上節(jié)點(diǎn)的效能變革,。
(2)由于人口紅利消失,,具備創(chuàng)新能力和集成能力的模具人才的缺口將在相當(dāng)一段時(shí)間里長(zhǎng)期存在,并成為制約我國(guó)模具行業(yè)發(fā)展的重要原因。為彌補(bǔ)高等院校的技能人才不足,,“企業(yè)大學(xué)”將會(huì)設(shè)立,,市場(chǎng)將驅(qū)使企業(yè)主動(dòng)地培訓(xùn)一線人才,并參與校企合作的人才培養(yǎng)實(shí)踐,。
(3)受國(guó)內(nèi)產(chǎn)能過(guò)剩的影響,,憑借勞動(dòng)力和技術(shù)的比較優(yōu)勢(shì),模具行業(yè)的出口形勢(shì)向好,,已經(jīng)發(fā)展起來(lái)的中型模具企業(yè)會(huì)堅(jiān)持“走出去”的步伐。盡管我國(guó)對(duì)美國(guó)的模具出口急劇萎縮,,對(duì)東南亞及模具出口會(huì)持續(xù)加大,,模具行業(yè)會(huì)在發(fā)展中成長(zhǎng)為名副其實(shí)的中國(guó)智能制造行業(yè)。
壓鑄機(jī)設(shè)備選型在壓鑄產(chǎn)品 報(bào)價(jià)初期和 壓鑄模具設(shè) 計(jì)時(shí)均涉及到壓鑄機(jī)的選擇, 選用對(duì)后期的產(chǎn)品質(zhì)量穩(wěn)定性以及壓鑄件生產(chǎn)效率會(huì)產(chǎn)生重大影響,。設(shè)備型號(hào)選擇大了,,會(huì)造成成本浪費(fèi),充滿度不足導(dǎo)致產(chǎn)品會(huì)出現(xiàn)過(guò)多的卷氣,,造成產(chǎn)品問(wèn)題,;設(shè)備型號(hào)選擇小了,會(huì)導(dǎo)致鑄造過(guò)程中漲型力大于鎖模力而設(shè)備鑄造壓力的使用,, 影響產(chǎn)品內(nèi)部質(zhì)量,。
1.1 校驗(yàn)鎖模力
(1)總投影面積 A= 鑄件投影 面 積 A1+ 澆 道面積 A2 (0.15~0.3A1)+ 排溢系統(tǒng) A3(0.1~0.2A1)+料柄面積 A4 為料室直徑
(2)脹 型 力 F1= 總投 影 面 積 Ax 壓 射 比 壓(MPa) 。 所謂壓射比壓即為單位面積上所承受的壓力,,根據(jù)經(jīng)驗(yàn):一般件 30~50,,承載件 50~80,耐氣密件 80~100,。
(3)鎖 模 力 F2= 脹 型 力 F1/K ,。 K 為 保 險(xiǎn)系數(shù):0.85 初選壓鑄機(jī)
1.2 校驗(yàn)充滿度
(1)總重=鑄件重+澆道重+料柄重+排溢系統(tǒng)重各個(gè)部分的投影面積已有,算其,,則知其體積,。
(2)充 滿 度=總 重/澆 鑄 量 澆 鑄 量 為 不 同 的壓鑄機(jī)使用不同的料室時(shí)的大合金重,根據(jù)充滿度值校驗(yàn)初選壓鑄機(jī),,通常充滿度在 40~75選擇壓鑄機(jī)熔杯,,建議選擇此壓鑄機(jī)推薦的熔杯型號(hào)取中間型號(hào)為佳。
1.3 校驗(yàn)?zāi)>叱叽?br/>(1)對(duì)鑄件進(jìn)行 簡(jiǎn)單的模具 測(cè)量,,估測(cè)出 模具基本尺寸,。
(2)根據(jù)模具尺寸校驗(yàn)所選壓鑄機(jī)的哥林柱內(nèi)距是否合適,確定使用壓鑄機(jī),。在產(chǎn)品設(shè)計(jì)時(shí)針對(duì)壓鑄機(jī)選型期間,,要充分考慮綜合性因素,充滿度 40~75,模具大小不易超出哥林柱間距,,建議選擇壓鑄機(jī)型號(hào)宜大不宜小,。
模具建模分析在高壓鑄造中,雖然可以配備足夠好的真空系統(tǒng),,來(lái)提高產(chǎn)品質(zhì)量,,但是如果沒(méi)有良好的澆鑄系統(tǒng),如流道設(shè)計(jì),、溢流系統(tǒng),、排氣系統(tǒng),不能對(duì)金屬液的流向和流動(dòng)分布進(jìn)行優(yōu)化,,那么結(jié)果還是會(huì)得不到預(yù)期的結(jié)果,。 所以在模具設(shè)計(jì)之初我們需要對(duì)模具設(shè)計(jì)進(jìn)行反復(fù)論證,通過(guò)模流分析,,確定澆排方式,。
自幾年前“中 國(guó) 制 造2025”的 提 出,到 近 段 時(shí) 間 的“產(chǎn)業(yè)爭(zhēng)先”政策,,以“智能制造”為目標(biāo)的制造業(yè)產(chǎn)業(yè)升級(jí)是推進(jìn)經(jīng)濟(jì)發(fā)展的重要舉措,。模具高度定制化、非標(biāo)準(zhǔn)化,、技術(shù)密集等特點(diǎn)使得模具行業(yè)成為本輪智能制造,、產(chǎn)業(yè)提升的行業(yè)。地方相繼針對(duì)智能制造企業(yè)的專項(xiàng)技改激勵(lì)措施和資金支持,。如何把握政策,、用好政策,從工業(yè)3.0邁向4.0是模具行業(yè)的一次重大歷史機(jī)遇,。在越來(lái)越激烈的競(jìng)爭(zhēng)中壓鑄模具行業(yè)即將迎來(lái)一次關(guān)鍵的優(yōu)勝劣汰和重大的產(chǎn)業(yè)升級(jí)機(jī)會(huì),。
2.1 模流分析意義每一款壓鑄件的形狀和結(jié)構(gòu)各不相同,每一套新壓鑄??赡芏紩?huì)隱藏著未知的潛在問(wèn)題,。 如果僅僅依靠個(gè)人經(jīng)驗(yàn)和技術(shù)來(lái)設(shè)計(jì)壓鑄模具,很難每一套壓鑄模具設(shè)計(jì)都達(dá)到澆鑄方式,,很難提高模具設(shè)計(jì)質(zhì)量,,給后期生產(chǎn)也會(huì)造成很大的困難。所以有輔助軟件 來(lái)實(shí)現(xiàn)壓鑄 模具設(shè)計(jì)的先期策劃,。 壓鑄模流分析軟件可以對(duì)模具設(shè)計(jì)方案和完成 數(shù)模分析進(jìn)行驗(yàn)證,。 在模具制作前期就能觀測(cè)出潛在的問(wèn)題, 比如填充流動(dòng)順序合理性,? 是否卷氣,? 模具熱節(jié)部位位置在何處,? 縮孔位置會(huì)出現(xiàn)在哪里?等等,,然后通過(guò)數(shù)字化模擬改變模具的澆鑄方式以及排溢系統(tǒng)來(lái)解決先期問(wèn)題,,并通過(guò)系統(tǒng),熱節(jié)部位的溫度場(chǎng),,模具的熱平衡,,減少模具問(wèn)題。
2.2 模流方案案例
(1)在模擬參數(shù)相同的前提下,,設(shè)計(jì)方案一采用4 個(gè) 進(jìn) 料 澆 口 的 設(shè) 計(jì) 方 式 在 填 充 完 成 時(shí),, 進(jìn) 料 均勻、料流平穩(wěn),,填充順序合理,,不會(huì)產(chǎn)生卷 氣,有利于成型,。
(2)在模擬參數(shù)相同的前提下,設(shè)計(jì)方案二采用2 個(gè)進(jìn)料澆口的設(shè)計(jì)方式在填充完成時(shí),, 明顯可以看出進(jìn)料不足,,填充不同步,順序不合理,,很容易產(chǎn)生卷氣,,對(duì)產(chǎn)品質(zhì)量造成很嚴(yán)重影響。根據(jù)以上案例可以得出,, 任何一種壓鑄件的進(jìn)料方式,,在模具制作前期,通過(guò)模擬對(duì)澆排系統(tǒng)進(jìn)行分析并提前進(jìn)行預(yù)防,, 確定設(shè)計(jì)方案,,從而在后期生產(chǎn)中產(chǎn)品質(zhì)量和生產(chǎn)效率。
壓鑄是熔融金屬填充型腔的過(guò)程,, 此過(guò)程是將壓力,、速度、溫度以及時(shí)間等工藝因素動(dòng)態(tài)平衡的過(guò)程,。這些工藝因素既相互制約,,又相輔相成,只有正確選擇和調(diào)整這些因素,,使之協(xié)調(diào)一致,,才能獲得預(yù)期的結(jié)果。壓鑄過(guò)程中,,我們不僅重視鑄件結(jié)構(gòu)的工藝性,,鑄型的 性,壓鑄機(jī)性能和結(jié)構(gòu)優(yōu)良性,壓鑄合金選用的適應(yīng)性和熔煉工藝的規(guī)范性,。應(yīng)重視壓力,、速度和時(shí)間等工藝參數(shù)對(duì)鑄件質(zhì)量的重要作用。
3.1 鑄造中壓力選擇
壓力的存在是壓鑄工藝區(qū)別于鑄造方法的主要特點(diǎn),。 壓力是使鑄件獲得組織致密和輪廓清晰的因素,,壓力的表示形式有壓射力和比壓兩種。
(1)壓 射 力 壓 射 力 是 壓 鑄 機(jī) 壓 射 機(jī) 構(gòu) 中 推動(dòng)壓射活塞運(yùn)動(dòng)的力,。 壓射力是反映壓鑄機(jī)功能的一個(gè)主要參數(shù),。 壓射力(F 壓)的大小是由壓射缸的截面積(A 缸)和 壓 射 腔 內(nèi) 工 作 液 的 壓 力(P 液)所 決 定。壓射力的公式如下:F 壓 =P 液×A 缸
(2)壓 射 比 壓 壓 室 內(nèi) 熔 融 金 屬 在 單 位 面 積上所受的壓力稱為比壓,。 比壓是壓射力(P 射)與壓室截面積(A 室)的比值,,其計(jì)算公式如下:P 比 =P 射 /A 室將填充時(shí)的比壓稱為填充比壓又稱壓射比壓。
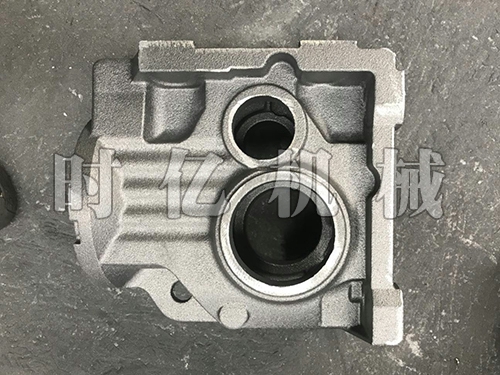
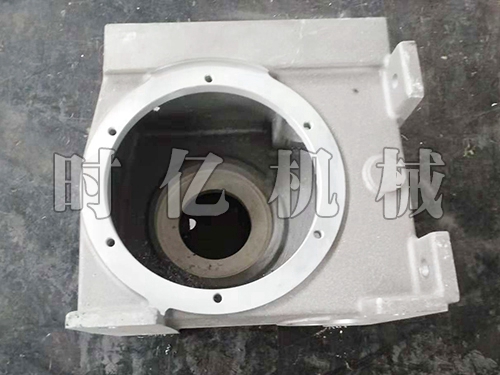
殼體是汽車水泵中用來(lái)支撐軸承,、葉輪等零件的重要組成部分,。 該零件要求無(wú)雜物、飛邊和裂紋等,,并且有 的硬度,。 鋁合金有減重、節(jié)能和再回收的優(yōu)勢(shì),,隨著汽車零件日趨輕量化,,大部分汽車水泵采用鑄鋁殼體。 壓力鑄造鑄件組織致密,、表面質(zhì)量和力學(xué)性較好,,是汽車用鋁合金成型工藝中應(yīng)用工藝之一。 由于壓鑄時(shí)液體金屬充填速度,,型腔內(nèi)的氣體很難排出,,壓鑄件常有氣孔及氧化夾雜物存在。 為此,,本文采用 Flow軟件[3-4]模擬鑄件的充型過(guò)程,,預(yù)測(cè)問(wèn)題位置,從而優(yōu)化工藝以期提高鑄件質(zhì)量,。
進(jìn)入21世紀(jì)以來(lái),,我國(guó)模具行業(yè)發(fā)展,國(guó)內(nèi)壓鑄模具總產(chǎn)量?jī)H次于美國(guó),位居世界第2位,,成為名副其實(shí)的壓鑄大國(guó),。中國(guó)模具工業(yè)協(xié)會(huì)統(tǒng)計(jì),中國(guó)模具制造企業(yè)有3萬(wàn) 余 家,,從 業(yè) 人 員 超 過(guò) 100 萬(wàn) 人,。2001年至今,我國(guó)模具行業(yè)銷售額一直以年平均10%以 上的增長(zhǎng)速發(fā)展,。至2017年,,我國(guó)模具銷售 總 額 1890 億 元 (人 民 幣),為 2001 年 的 6 倍,。2013~2017年,,我 國(guó) 模 具 總 銷 售 額 的 年 均 復(fù) 合 增 長(zhǎng) 率達(dá)到6.1%,隨著各項(xiàng)智能制造升級(jí)策略的推進(jìn),,按5%的年均復(fù)合增長(zhǎng)率保守估計(jì),,到2020年我國(guó)模具銷售額將達(dá)到2188億元。