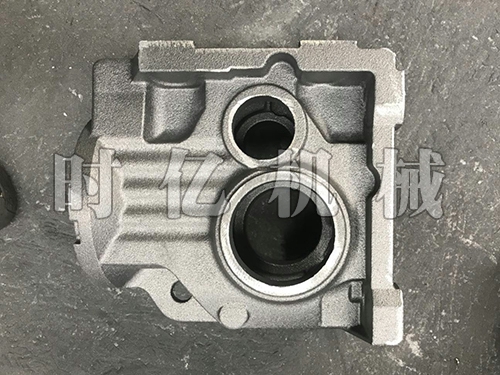
鑄鋼件是指用鑄鋼制作的零件,與鑄鐵性能相似,,但比鑄鐵強(qiáng)度好,。鑄鋼件在鑄造過程中易出現(xiàn)氣孔缺陷,、角度定位不準(zhǔn)確等缺點(diǎn),,在長(zhǎng)期使用中就有可能出現(xiàn)機(jī)殼斷裂的現(xiàn)象。
鑄鋼件特征
1、優(yōu)點(diǎn)
鑄鋼件的優(yōu)點(diǎn)之一是設(shè)計(jì)的靈活性,設(shè)計(jì)人員對(duì)鑄件的形狀和尺寸有的設(shè)計(jì)選擇自由,,特別是形狀復(fù)雜和中空斷面的零件,鑄鋼件可采用組芯這一 的工藝來制造,。其成形和形狀改變卻容易,從圖樣到成品的轉(zhuǎn)化速度很快,,有利于報(bào)價(jià)響應(yīng)和交貨期的縮短,。形狀和質(zhì)量的完善化設(shè)計(jì)、小的應(yīng)力集中系數(shù)以及整體結(jié)構(gòu)性強(qiáng)等特點(diǎn),,都體現(xiàn)鑄鋼件設(shè)計(jì)的靈活性和工藝優(yōu)勢(shì):
1)鑄鋼件冶金制造適應(yīng)性和可變性強(qiáng),,可以選擇不同的化學(xué)成分和組織控制,適應(yīng)于各種不同工程的要求,;可以通過不同的熱處理工藝在較大的范圍內(nèi)選擇力學(xué)性能和使用性能,,并有良好的焊接性能和加工性能。
2)鑄鋼材料的各向同性和鑄鋼件整體結(jié)構(gòu)性強(qiáng),,因而提高了工程性,。再加上減輕重量的設(shè)計(jì)和交貨期短等優(yōu)點(diǎn),在價(jià)格和經(jīng)濟(jì)性方面具有競(jìng)爭(zhēng)優(yōu)勢(shì),。
3)鑄鋼件的重量可在很大的范圍內(nèi)變動(dòng),。重量小者可以是僅幾十克的熔模 鑄件,而大型鑄鋼件的重量可達(dá)數(shù)噸,、數(shù)十噸乃至數(shù)百噸,。
鑄鋼件生產(chǎn)
(1)鑄鋼的熔煉。鑄鋼采用電爐熔煉,,主要有電弧爐和感應(yīng)電爐,。根據(jù)爐襯材料和所用渣系的不同,義可分為酸性熔爐和堿性熔爐,。碳鋼和低合金鋼可采用任何一種熔爐熔煉,,但高合金鋼只能采用堿性熔爐熔煉。
(2)鑄造工藝,。鑄鋼的熔點(diǎn)高,,流動(dòng)性差,鋼液易氧化和吸氣,。同時(shí),,其體積收縮率為灰鑄鐵的2~3倍.因此,鑄鋼的鑄造性能較差,,容易產(chǎn)生澆不足,、氣孔,、縮孔、熱裂,、黏砂,、變形等缺陷。為防止上述缺陷的產(chǎn)生,,在工藝上采取相應(yīng)措施,。
生產(chǎn)鑄鋼件用型砂應(yīng)有高的耐火度和抗黏砂性,以及高的強(qiáng)度,、透氣性和退讓性,。原砂通常采用顆粒較大、均勻的硅砂,;為防止黏砂,,型腔表面多涂以耐火度高的涂料;生產(chǎn)大件時(shí)多采用于砂型或水玻璃砂快于鑄型,。為了提高鑄型強(qiáng)度,、退讓性,型砂中常加入各種添加劑,。
在澆注系統(tǒng)和冒口的設(shè)計(jì)上,。由于鑄造碳鋼傾向逐層凝固,收縮大,,因此多采剛順序凝固原則來設(shè)置澆注系統(tǒng)和冒口.以防止縮孔,、縮松的出現(xiàn)。一般來說,,鑄鋼件都要設(shè)置冒口,。冷鐵也應(yīng)用較多。此外,,應(yīng)盡量采用形狀簡(jiǎn)單,、截面面積較大的底注式澆注系統(tǒng),使鋼液,、平穩(wěn)地充滿鑄型,。
(3)熱處理。鑄鋼的熱處理通常為退火或正火,。退火主要用于w(C)≥0.35%或結(jié)構(gòu)特別復(fù)雜的鑄鋼件,,這類鑄件塑性差,鑄造應(yīng)力大,,鑄件易開裂,。正火主要用于w(C)≤0.35%的鑄鋼件,這類鋼件碳含量低,,塑性較好,,冷卻時(shí)不易開裂,。