
 |  | 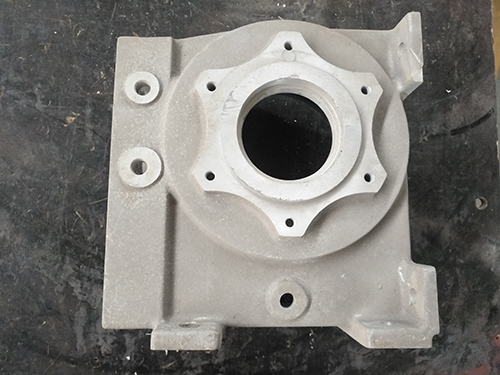 |
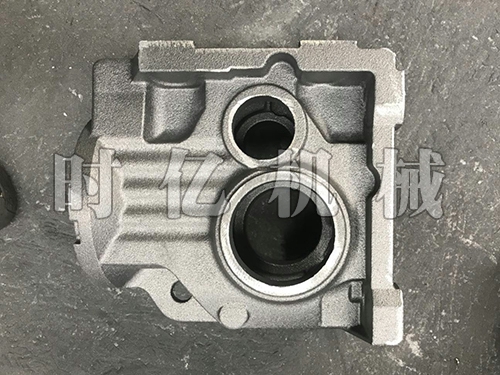
說到箱體鋁鑄件產(chǎn)品,,先來講的話,也就是因為此產(chǎn)品結(jié)構(gòu)之上必然是會存在壁厚不均的問題,一是因為其壁厚部位產(chǎn)生了縮孔形成漏氣通道,,接下來講的話,,其實也就是因為薄壁管狀抽芯孔由于氣孔及冷隔,產(chǎn)生了漏氣。
鑒于如此,,就鋁鑄件箱體內(nèi)部上的改進措施,,一點來講,,就目前產(chǎn)品已經(jīng)在進行生產(chǎn),如果需要改變泄漏上的問題,,這時候也就是要注意是要靠著模具的溫度去盡量進行控制,。在大腔體動,、定模面(不影響頂桿和芯子前提下)盡量多布置點冷(不 全開),。
箱體鋁鑄件內(nèi)部有孔洞時候的改進,,就其側(cè)抽芯的水道位置,,這時候也就是會需要增加型芯內(nèi)部的高壓水定時冷卻;之后來講的話,,也就是要注意去進行修改一下澆注系統(tǒng),,加大產(chǎn)品中間與左側(cè)部位的充填流量,;在抽芯的地方,這時候也就是要注意是要把渣包設(shè)置在抽芯孔的頭部端面,;若是因為其波浪型排氣塊太窄,應(yīng)該加寬一倍,。
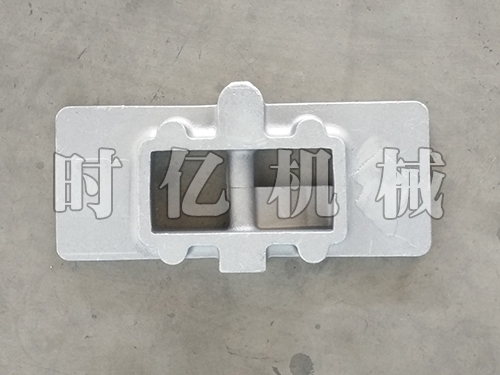
鋁鑄件箱體內(nèi)部有孔洞時候的改進,,若是要去開備模,關(guān)于其澆口的話,,這時候也就是應(yīng)該是建議從對面進料;且就另外一個方面來講的話,,也是要注意去同客戶進行溝通澆口到壁厚位置去直接增加筋條,,這樣一來,,在很大的程度上也就能增強補縮時候的能力,。
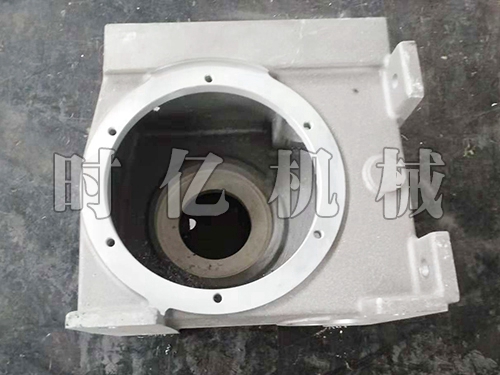
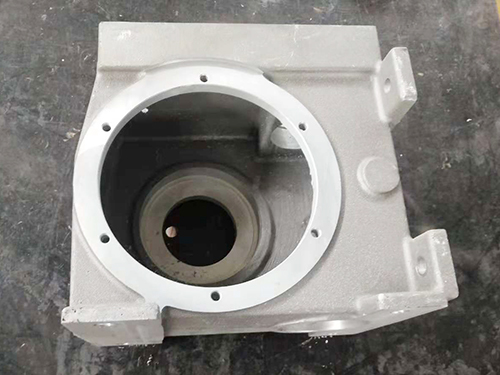
對于鋁鑄件上的表面質(zhì)量,,就其表面粗糙度來講的話應(yīng)該是要注意符合規(guī)定。鋁鑄件上的鑄造模具不允許出現(xiàn)裂紋,、欠鑄,、疏松,、氣泡與任何穿透性缺陷,;鋁鑄件上不允許出現(xiàn)擦傷、凹陷,、缺肉與網(wǎng)狀毛刺等缺陷,。
產(chǎn)品系列