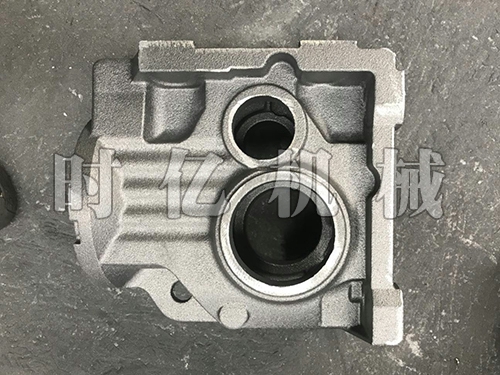
鋁鑄件的修補(bǔ)工藝及鑄件常容易產(chǎn)生的問題
鋁鑄件的修補(bǔ)工藝,在進(jìn)行操作的過程中就是在母材和填充材料之間 的利用其原子擴(kuò)散 的將他們粘黏起來,,使用這種方法來對(duì)鋁鑄件的表面進(jìn)行修補(bǔ),,不管是在色澤度還是硬度方面修補(bǔ)得都很完善,不會(huì)出現(xiàn)細(xì)微的裂縫,,能夠達(dá)到比較高的工業(yè)要求,,不僅修補(bǔ)而且有著比較高的經(jīng)濟(jì)效益。
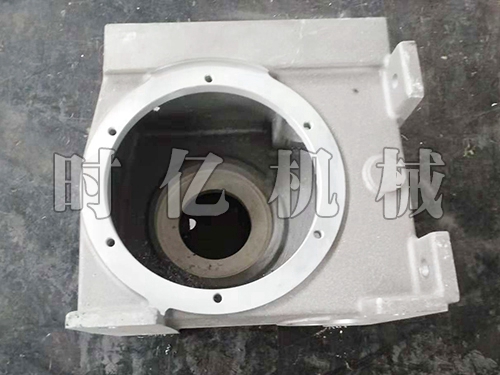
鋁鑄件在進(jìn)行操作的過程中,,其大部分都會(huì) 的集中在其表面或者是內(nèi)部,,這兩個(gè)部分會(huì)出現(xiàn)氣孔和砂眼等,一般情況下使用傳統(tǒng)的 方式的話就是使用電焊機(jī)來進(jìn)行修補(bǔ),,這種修補(bǔ)方式在焊接過后會(huì)使焊點(diǎn)的硬度過于偏高,,容易使鋁鑄件的內(nèi)部出現(xiàn)應(yīng)力,容易產(chǎn)生變形和裂痕,,焊接后還需要進(jìn)行退火熱處理才能達(dá)到要求,。
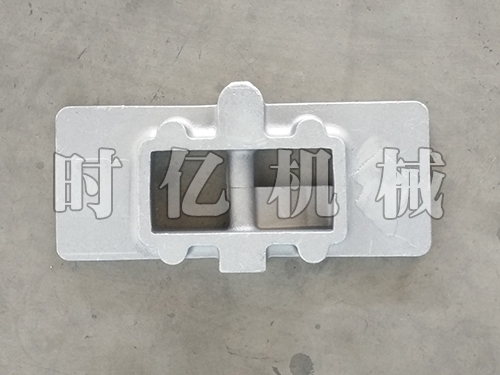
鋁鑄件在使用時(shí)對(duì)其物件進(jìn)行修補(bǔ)磨損處的話,在使用時(shí)會(huì)因?yàn)樵诤附拥倪^程中會(huì)產(chǎn)生的熱量是非常小的,,因此焊接修補(bǔ)出來的鋁鑄件基本沒有硬點(diǎn)的產(chǎn)生,,沒有色差的影響,沒有咬邊和應(yīng)力,,以及沒有裂痕的出現(xiàn),。板類鋁鑄件一般高度不高,,但大平面面積較大。一般情況下壁厚較為均勻,,鋁鑄件上筋板縱橫交錯(cuò),。
1、由于大平面面積較大,,容易產(chǎn)生彎曲或扭曲,,其解決的方法為,冒口盡可能不設(shè)置在鑄件的大平面上,,而設(shè)置在兩側(cè)面上,。其次,若是實(shí)樣模型,,則在木模合適位置加設(shè)防變形筋,。再次,板類鋁鑄件澆注后,,待其冷卻后才拆箱,。
2、由于平面面積較大,,在大平面上容易產(chǎn)生氣孔和氧化夾雜,,其解決辦法為,一般情況下設(shè)計(jì)澆注位置時(shí)盡可能把要加工的大平面朝下放置,,以使氧化夾雜不積聚此面,。
3、由于壁厚較薄,,筋板縱橫交錯(cuò),,容易產(chǎn)生冷隔及澆不足缺陷,其解決的方法是如板類鋁鑄件較寬,,一般將澆,、冒系統(tǒng)設(shè)置在兩側(cè)面,澆道對(duì)準(zhǔn)筋板位置,,兩個(gè)澆包同時(shí)澆注,,以利充型。