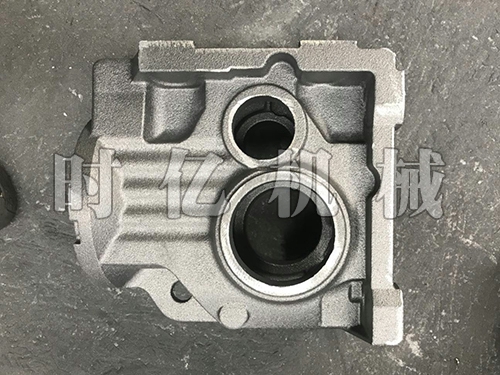
鑄鋼件造型原則和準備工作
鑄鋼件造型工藝的基本原則:質(zhì)量要求高的面或主要加工面應(yīng)放在下面;大平面應(yīng)放在下面,;薄壁部分應(yīng)放在下面,;厚大部分應(yīng)放在上面;應(yīng)盡量減少砂芯的數(shù)量,;應(yīng)盡量采用平直的分型面,。
鑄鋼件造型工藝的基本要求:木模:要求輪廓完整,無裂紋,、無破損,、無殘缺,表面光潔,,尺寸符合鑄造工藝圖紙要求,,并經(jīng)常進行尺寸校驗。砂箱:砂箱的尺寸大小應(yīng)根據(jù)木模規(guī)格確定,,大,、中型砂箱應(yīng)焊接箱筋。
根據(jù)鑄件的結(jié)構(gòu)特點的工藝要求,,選擇適宜的澆注系統(tǒng),,通常采用頂注式、底注式,。
(1)澆注系統(tǒng)設(shè)置基本原則:澆口,、冒口安放位置合理,,大小適宜不妨礙鑄件收縮,便于排氣,、落砂和清理,,應(yīng)使鑄型尺寸盡量減少,簡化造型操作,,節(jié)省型砂用量和降低勞動強度,。
(2)內(nèi)澆道位置的注意事項:內(nèi)澆道不應(yīng)設(shè)在鑄件重要部位;應(yīng)使金屬液流至型腔各部位的距離短,;應(yīng)不使金屬液正面沖擊鑄型和砂芯,;應(yīng)使金屬液能均勻分散,地充滿型腔,;不要正對鑄型中的冷鐵和芯撐,。
鑄鋼件在未 凝固前,不能搬動鑄件,,也不準在600℃以上噴水強冷,。鑄件一般經(jīng)自然冷卻2-3小時后進行清件。
(一)工作流程
清理鑄件表面,、型腔廢砂→氣割鑄件澆口,、冒口、毛刺→再次清理鑄件殘砂→焊補鑄件→打磨鑄件→質(zhì)量驗收
(二)操作方法及質(zhì)量標準
1,、準備工作
按照要求佩戴好勞保用品,,并對工作環(huán)境進行確認;準備好所用機器設(shè)備和工具,,并認真檢查,,機器設(shè)備、工具完好,,能正常,、運行和使用。
2,、正常操作
(1)利用風鎬或水清砂機進行鑄件廢砂清理,。
(2)鑄件廢砂清理完畢,按照《氣割技術(shù)操作規(guī)程》操作割槍,,切割鑄件澆口,、冒口、飛邊,、毛刺,。
(3)鑄件切割完畢,,符合要求,。按照《電焊工技術(shù)操作規(guī)程》操作電焊機,,對鑄件殘缺部位進行焊補,鑄件完整,。
(4)焊補完畢,,復(fù)合工藝要求。利用砂輪機對鑄件切割,、焊補等部位進行打磨處理,,切割部位和焊補部位光潔、平整,。
(5)打磨完畢,,進行驗收,準備熱處理,。