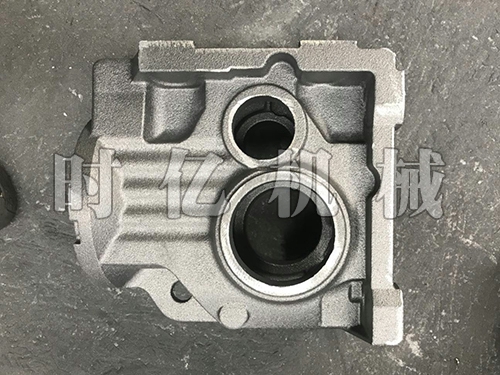
鑄鋼件生產(chǎn)問題和不銹鋼鑄件碳硫元素測定
鑄鋼件在生產(chǎn)過程中出現(xiàn)一些故障是在所難免的現(xiàn)象,因?yàn)樵?nbsp; 的生產(chǎn)工藝和管理方法也無法 避免鑄鋼件在生產(chǎn)時(shí)出現(xiàn)故障的情況,。因此,,了解這些情況,并且采取合理的方法避免才是重中之重,。
下面,,就來為大家講解一下,在生產(chǎn)鑄鋼件的過程中,,經(jīng)常會出現(xiàn)的一些問題:
1,、由于有的設(shè)計(jì)的鑄鋼件的體積比較大,因此其澆注系統(tǒng)就很容易出現(xiàn)設(shè)計(jì)的不合理的情況,,使鋼液進(jìn)入型腔后的溫度梯度達(dá)不到上高下低的良性狀態(tài),,又未設(shè)置合理的補(bǔ)縮冒口對相應(yīng)熱節(jié)進(jìn)行補(bǔ)縮,很容易在鑄鋼件的一些厚大熱節(jié)處出現(xiàn)縮孔,、縮松的鑄造缺陷,。
2、澆注系統(tǒng)設(shè)計(jì)不合理,、使鑄鋼件的溫度(場)分布極不均勻———溫差過大,,使鑄鋼件達(dá)不到“較為均勻”冷卻的“良性”狀態(tài),,如果鑄鋼件的冷卻時(shí)間不夠,極易使鑄鋼件產(chǎn)生變形及裂紋缺陷,。鑄鋼件的澆注時(shí)間過長及鋼液進(jìn)入型腔后的溫度梯度達(dá)不到上高下低的良性狀態(tài),,冒口的排氣不暢及冒口的冷鋼液溢流不充分等因素,則易在鑄鋼件的上平面出現(xiàn)氣孔缺陷,。
3,、未對鋼液進(jìn)行 過濾,即澆注系統(tǒng)不能 阻滯熔渣進(jìn)入鑄鋼件型腔,,則易在鑄鋼件的一些厚大平面(通常是上平面或砂芯的下表面)處出現(xiàn)夾渣缺陷,。
4、澆注系統(tǒng)設(shè)計(jì)不合理,、澆注溫度偏高,、厚大熱節(jié)冷卻措施不合理,未設(shè)置適宜的內(nèi)外冷鐵,,便可能在鑄鋼件的厚大熱節(jié)的上部出現(xiàn)偏析缺陷,。
不銹鋼鑄件鋼鐵中碳硫等元素是如何測定的:
一、方法要點(diǎn):
試樣置于高溫爐中加熱并通氧燃燒,,使碳氧化成二氧化碳,,硫氧化成二氧化硫。二氧化硫被酸性淀粉溶液吸收后,,用碘酸鉀標(biāo)準(zhǔn)溶液滴定至淺藍(lán)色為終點(diǎn),。滴定硫以后的混合氣體收集于量氣管中,然后以氫氧化鉀溶液吸收其中的二氧化碳,,吸收前后體積之差即為二氧化碳體積,,由此可計(jì)算碳含量。
二,、試劑與儀器
1,、助溶劑
五氧化二釩;五氧化二釩和還原鐵粉以3+1混勻,;二氧化錫和還原鐵粉以3+4混勻,。
2、長鉤
用低碳鎳鉻絲,、耐熱合金絲制成,,用以推拉瓷舟。
3,、淀粉吸收液
稱取10g可溶性淀粉(好是紅薯粉或葛粉),,由少量水調(diào)成糊狀,加500ml沸水,,攪拌,,加熱煮沸后取下,,冷卻,加3g碘化鉀,、500ml水及2滴鹽酸攪拌均勻后靜置澄清,。使用時(shí)取25ml上面澄清液,加15ml鹽酸用水稀釋至1L,,混勻,。