鋁鑄件的表面打磨法及壓力要求
2018-11-02 15:02:07
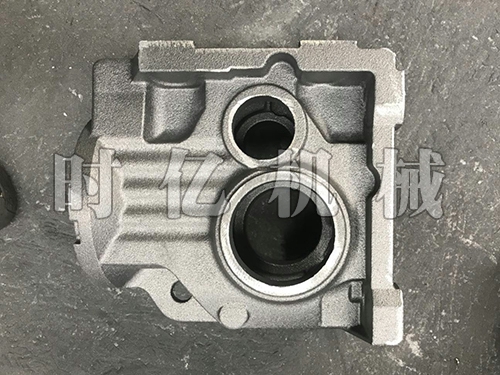
鋁鑄件的組織疏松且孔隙率高,,在程度上會含有多種金屬和非金屬的雜質,,其陽極氧化膜質量是較難,鋁鑄件為了獲得正常的氧化膜質量,,避免陽極氧化膜染色后出現(xiàn)白色斑點,。
1、鋁鑄件在進行制作時采用其高電壓大電流密度沖擊法,,在進行使用時會在陽極氧化初期采取高電壓,、大電流沖擊,使原先被雜質分割的大小“島嶼”通過大電流沖擊而連接成片,。
2,、陽極氧化初期電壓調至30V左右,,此時的電流密度約在2~2./dm2,待3~5min之后調回正常的陽極氧化電壓,,陽極氧化50min,,然后經充分清洗即可染出較為滿意的氧化膜,白色斑點基本消失,。
鋁鑄件上稍有不足的地方是鑄件若有螺孔,,則有可能稍有擴大,故要控制大電流密度,,高電壓的陽極氧化時間,,并防止陽極氧化溶液的溫度過快升高。持續(xù)生產時,,陽極氧化溶液要采取冷卻措施,。
鋁鑄件的表面打磨法,在進行操作時其打磨可以使得磨下來的鋁末填充鑄件的空隙,,這樣就可以在 程度上起到連接被雜質隔離的島嶼的橋梁的作用,,因為打磨下來的鋁末有時起不到 的填充、橋梁作用,,有的部位填充物會在堿蝕和陽極氧化過程中遭到腐蝕而脫落,。
鋁鑄件表面的噴丸法,在進行噴丸法試用之前筆者采用圓頭錘子敲的方法,,其原意就是想使得阻隔“島嶼”的縫隙通過敲打閉合,,達到連接成片的目的,結果,。后考慮到采用噴丸效率會提高,,經陽極氧化和染色后效果比以上兩種方法都好。
一般鑄鋁件的壁厚能滿足噴丸時壓力要求的,,采用較大壓力有利提高噴丸質量要求,,通過丸粒的擠壓達到閉合孔隙、縫隙的作用,,并能提高鑄鋁件表面的強度和整潔性。
動態(tài)分類