鋁合金殼體零部件壓鑄加工工藝的優(yōu)化設(shè)計
壓鑄件工藝參數(shù)包括壓力,、速度、溫度和時間,。選擇壓射比壓為50MPa, 壓鑄充型速度為30m/s,。對于鋁合金來說, 應(yīng)選取較大的填充時間, 因此充型時間取0.1s, 保壓時間為5s, 留模時間為12s。,。鎖模力按F銷=kF脹計算, 冷室機一般取1.25, 脹型力由投影面積及壓射比壓確定,。投影面積包括壓鑄件的投影面積, 澆排系統(tǒng)的投影面積, 斜滑塊形成的投影面積。殼體壓鑄件在分型面上的總投影面積為A=13 827×1.3=17 975.1,。計算為壓鑄殼體需要鎖模力為1 123kN, 因此選擇J1113C臥式冷室壓鑄機,。
因為鋁合金材質(zhì)的汽車零件具有重量輕、的特點, 能夠?qū)崿F(xiàn)汽車的質(zhì)量輕化, 越來越多的鋁合金壓鑄件已經(jīng)被應(yīng)用于汽車行業(yè)當中,。在壓鑄件生產(chǎn)中,,除了需要 的設(shè)備和壓鑄材料外, 壓鑄過程中可能的影響因素的控制也重要。
在壓鑄生產(chǎn)的整個過程中有許多因素會影響鑄件的質(zhì)量, 如填充壓力,、模具溫度,、澆鑄溫度、壓鑄速度和保持時間,、注射壓力和保留時間等, 其中三個關(guān)鍵因素為澆鑄溫度,、壓鑄機的注射速度和模具再加熱溫度對鑄件的充型率。通過對汽車發(fā)動機的殼體零配件的 ,目的在于找到殼體零件的壓鑄規(guī)律,。
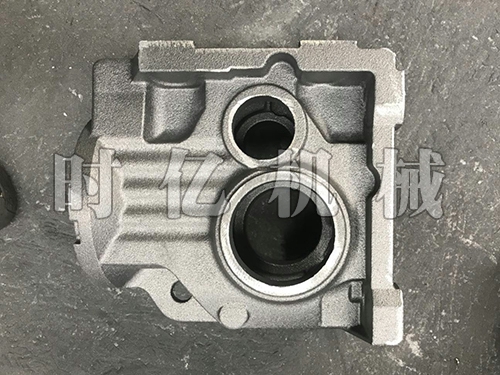
壓鑄件的形狀相對復(fù)雜, 壁厚不均勻,。平均壁厚為5mm,,壓鑄體積為586 794mm3, 質(zhì)量為1 584g。突出部分的壁厚在填充過程中可能會出現(xiàn)基底和氣孔等問題,。
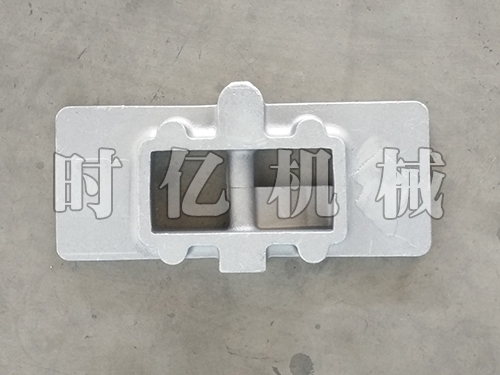
在鑄件的形狀復(fù)雜的情況下, 可以選擇兩個較薄的內(nèi)澆口.根據(jù)內(nèi)澆口厚度一般不超過連接壓鑄件壁厚一半的原則, 鑄件澆口的厚度設(shè)計為2.5mm.根據(jù)鑄件的形狀, 確定了兩個內(nèi)澆口, 澆口的尺寸分別為105mm×2.5mm和30mm×2.5mm.澆口是傳動壓力的主要部分, 澆口結(jié)構(gòu)的設(shè)計與選擇生產(chǎn)的壓鑄機類型有關(guān),。試驗所選擇的壓鑄機型號是UBE350, 沖頭直徑為75mm.流道直徑為28mm.
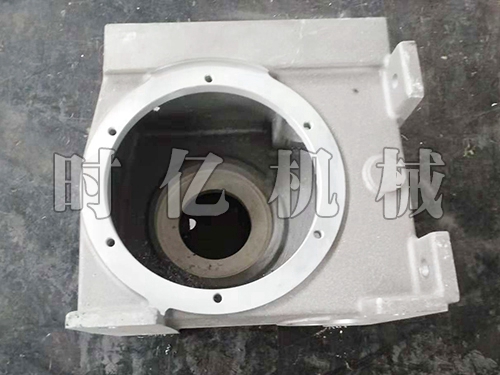
鑄件的直澆道、橫澆道及內(nèi)澆道設(shè)計完成后對鑄件進行溢流槽的設(shè)計, 溢流槽尺寸為長40mm,、寬25mm和厚12mm.另外, 由于鑄件的結(jié)構(gòu), 在中間設(shè)置橢圓形溢流槽, 其長軸為55,。表面問題嚴重的位置的卷氣量也很高。因此判斷表面問題的產(chǎn)生和鑄件內(nèi)的卷氣量有著很大的關(guān)系,?;贔low-3D軟件對水泵殼體壓鑄工藝進行數(shù)值模擬, 分析卷氣及問題產(chǎn)生原因并進行工藝優(yōu)化, 增加多股內(nèi)澆口, 增設(shè)溢流槽和排氣槽, 模擬顯示無問題。進行生產(chǎn)驗證后鑄件符合要求,。確定所選取的殼體壓鑄工藝主要影響因素的澆鑄溫度,、壓射速度及模具溫度, 確定參數(shù)組合為澆注溫度700℃、壓射速度3m/s,、模具溫度220℃, 并在該工藝條件下進行模擬, 統(tǒng)計問題體積為1.56cm3, 表明鑄件質(zhì)量明顯提高,。