鑄鋼件造型工藝和齒輪加工過程
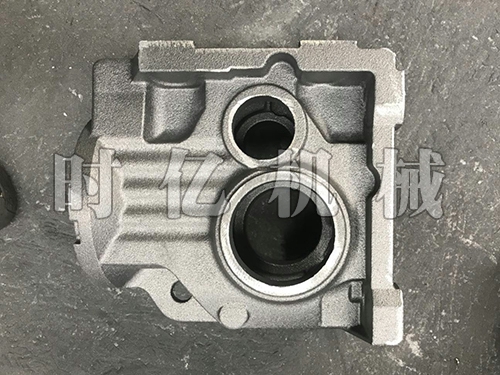
生產(chǎn)中鑄鋼件造型工藝的冒口設(shè)置:
(1)冒口設(shè)置基本原則:根據(jù)鑄鋼件的結(jié)構(gòu)和工藝要求正確選擇冒口的形狀,、大小和安放位置,;根據(jù)冒口的 補(bǔ)縮范圍合理地確定冒口數(shù)量;
(2)冒口設(shè)置基本要求:對于壁厚不均勻的鑄鋼件,,每個(gè)熱節(jié)部位都設(shè)置冒口,;應(yīng)盡量設(shè)置在鑄鋼件被補(bǔ)縮部位的頂部或近旁;當(dāng)鑄鋼件在不同高度上有熱節(jié)需要補(bǔ)縮時(shí),,可設(shè)置多個(gè)冒口,,但各冒口的補(bǔ)縮區(qū)隔開;冒口好不設(shè)置在鑄鋼件重要的或受力較大的部位,;應(yīng)盡量使內(nèi)澆道通過冒口,;冒口應(yīng)盡量不設(shè)置在鑄件應(yīng)力集中處;冒口好設(shè)置在鑄鋼件需要機(jī)械加工的表面上,。
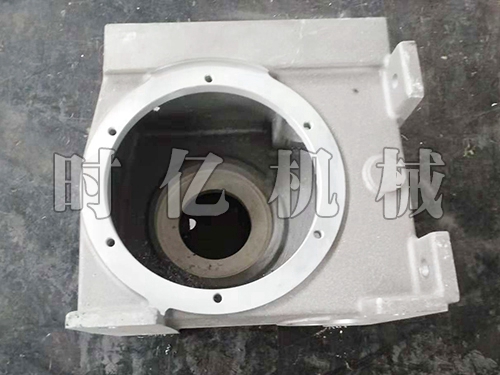
根據(jù)鑄鋼件的結(jié)構(gòu)特點(diǎn)的工藝要求,,選擇適宜的澆注系統(tǒng),通常采用頂注式,、底注式,。
(1)澆注系統(tǒng)設(shè)置基本原則:澆口、冒口安放位置合理,,大小適宜不妨礙鑄件收縮,,便于排氣、落砂和清理,,應(yīng)使鑄型尺寸盡量減少,,簡化造型操作,節(jié)省型砂用量和降低勞動(dòng)強(qiáng)度,。
(2)內(nèi)澆道位置的注意事項(xiàng):內(nèi)澆道不應(yīng)設(shè)在鑄件重要部位,;應(yīng)使金屬液流至型腔各部位的距離短;應(yīng)不使金屬液正面沖擊鑄型和砂芯,;應(yīng)使金屬液能均勻分散,,地充滿型腔;不要正對鑄型中的冷鐵和芯撐,。
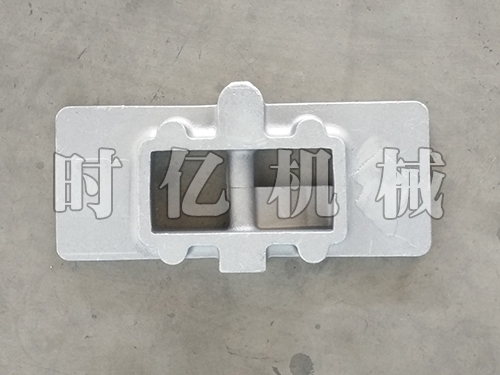
設(shè)計(jì)是鑄造關(guān)鍵步驟也是起始步驟,,而對于大型齒輪來說,鑄造又是大型齒輪加工的基礎(chǔ),對齒輪鑄造來說設(shè)計(jì)也是其關(guān)鍵步驟,,它關(guān)系著鑄造出的大型齒輪的質(zhì)量和水平,,在設(shè)計(jì)階段,選擇合適的鑄造齒輪材料,、進(jìn)行 合理的結(jié)構(gòu)設(shè)計(jì),、選用的齒輪與軸承是的環(huán)節(jié)。
在大型齒輪加工過程中,, 的毛坯成型工藝,,穩(wěn)定、 的熱處理工序,,以及合適的表面硬化處理程序,,都是終形成齒輪 的關(guān)鍵因素。比如在磨削加工中即存在著幾個(gè)關(guān)鍵的環(huán)節(jié):通過選用磨刃鋒利,、磨削表面應(yīng)力小的砂輪,,可以提高磨削進(jìn)給量,縮短磨削時(shí)間,,提高磨削效率并延長砂輪修整的間隔以降低成本,;通過使用恰當(dāng)?shù)哪ハ骷靶奚拜唴?shù),在沒有磨削裂紋和質(zhì)量的前提下,,盡可能使用較高的磨削參數(shù)以縮短磨削時(shí)間,,提高磨削效率,提高產(chǎn)量,,并精度,、降低表面粗糙度;通過使用合適的磨削油,,可在良好潤滑,、防銹的前提下,利于降低磨削齒面表面應(yīng)力,,避免裂紋,,降低粗糙度,減小堵砂輪氣孔的程度,,砂輪鋒利,,減小砂輪修整,降低砂輪用量,、降低成本,。
總之,,在鑄造加工大型齒輪的過程中,, 要注意設(shè)計(jì)和加工過程中的種種問題,這樣才能鑄造加工出的齒輪的質(zhì)量。